一、工程概況
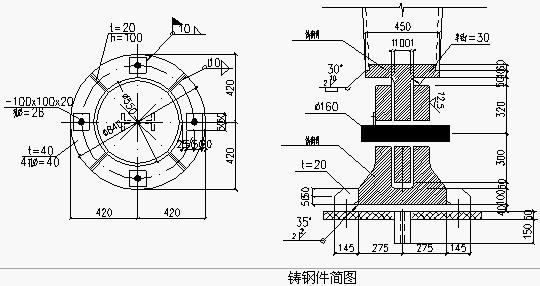
本工程位于北京市東城區海運倉危改區B3區,總建筑面積59187m²,其中地上建筑面積40767 m²,地下建筑面積18420 m²;由鋼框架—砼筒體混合主結構、玻璃房子、懸挑雨篷組成;結構用鋼材等級為Q345;玻璃房子由9更鋼結構變截面圓管柱與箱形梁組成承重體系,圓管柱與基礎、箱形梁連接節點將外露大廳,為保證安全,張顯建筑氣質,所有節點結采用鑄鋼件鉸接;歐盟標準Din En 10293中G20Mn5作為鑄鋼件母材;非加工外表面粗糙度應達到(參照GB6060.1-85標準中樣塊)Ra≤25μm,允許打磨、噴砂或噴丸處理。
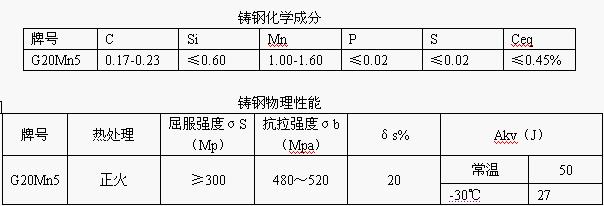
焊接用途的鑄鋼件材料可按GB/T 7659焊接結構用鑄造碳鋼件標準選擇,該標準有3個牌號,最高牌號是ZG275-485H。近年高牌號鋼材應用越來越普遍,我國鑄鋼件標準沒有與之相當的牌號,現多參照DIN EN 10293選擇材料,采用G20Mn5,該材料焊接性能良好,合理控制化學成分,配合熱處理,其屈服強度≥300MPa,抗拉強度≥500MPa,完全能達到與Q345相當的力學性能。








 :
: 